Гарачаацынкаваныя спіральныя цвікі добра прадаюцца
У папярэднім шліфаваным працэсе быў выкарыстаны звычайны працэс халоднага выцягвання.Пасля таго, як шаўковыя цвікі былі выцягнутыя, іх трэба было прапаліраваць наскрозь дранку.З-за выкарыстання дранкі яна ўпала ў паветра, што прывяло да моцнага забруджвання паветра часціцамі.Фарба фарбы павінна пачакаць больш за паўгадзіны на паветры, каб высахнуць.Нягледзячы на тое, што ён вылучае і выкарыстоўвае для адсорбцыі актыўны вугаль, ён усё роўна выклікае пэўны раздражняльны пах, які не спрыяе здароўю персаналу.

Мэтай вынаходкі з'яўляецца пераадоленне недахопу існуючай тэхналогіі, забеспячэнне вытворчага працэсу з простым майстэрствам, высокай эфектыўнасцю вытворчасці, добрай якасцю прадукцыі і невялікім забруджваннем навакольнага асяроддзя.Для вырашэння вышэйпералічаных тэхнічных праблем працэс вытворчасці катанага цвіка, апісаны ў дадзеным вынаходніцтве, уключае этапы
(A) Падрыхтуйце металічныя матэрыялы, неабходныя для цвікоў.
(B) Зніміце акісляльную абалонку, каб ачысціць паверхню металічнага матэрыялу, і выкарыстоўвайце змазку, каб астудзіць ачышчальную стальцягнуць;гэта можа паменшыць штучныя страты і паменшыць забруджванне навакольнага асяроддзя.Прыдатны для прамысловай вытворчасці.
Кут: плоскі 15 градусаў або канічны 16 градусаў, 11 градусаў, 0 градусаў.
Дыяметр: 0,083" 0,092" 0,099" 0,113" 0,120" 0,131" 0,148".
Даўжыня: 25-130 мм.
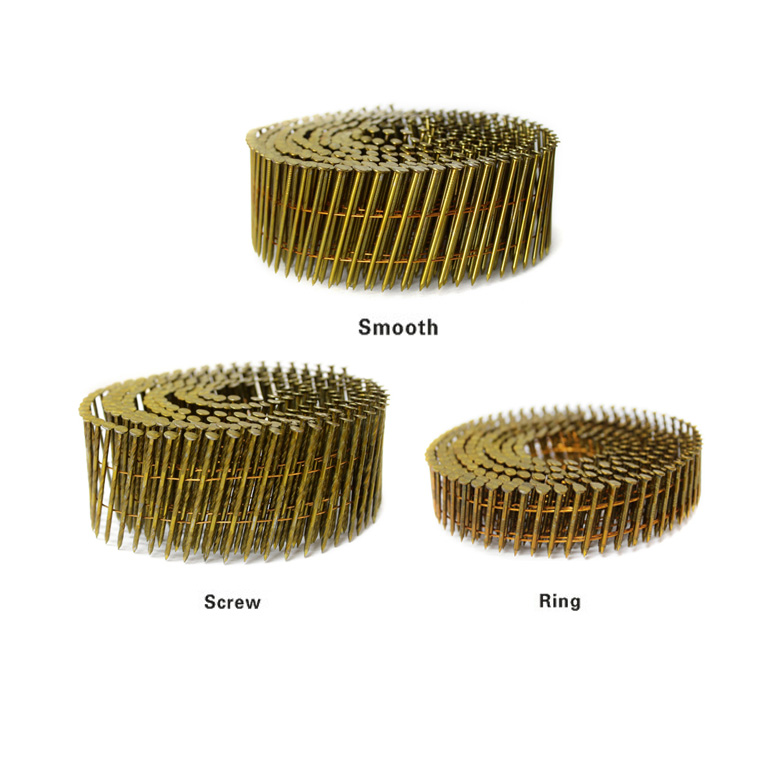
Хваставікі: гладкія, колцавыя, шрубавыя.
Кропка: ромб, долата, затупленне.
Аздабленне: яркае, Э.Галв.М.Галв.HD Galv.Нержавеючая сталь 304 316.